Электродуговая и газовая сварка (термины и перевод) || Arc and gas welding (terms and translations)
Автор перевода: Pavel
Рубрика: Металлообрабатывающяя промышленность
|
Направление перевода: Русско-английский.
Тематика перевода: Металлообрабатывающяя промышленность
Первоисточник: Информация и рисунки для данной статьи заимствованы из книги Лосева В.А. и Юхина Н.А. «Иллюстрированное пособие сварщика», Издательство: Соуэло, Год издания: 2000.
====================================================
Translation pair: Russian-English.
Translation subject: Metalworking Industry.
Source: All information and figures contained on this article are taken from the book «Illustrated guide for welders» by Losev V.A. and Yukhin N.A., Publishing House: Souelo, Publication Year: 2000.
ПРИМЕЧАНИЕ:
Для поиска информации на странице можно использовать команду поиска "Ctrl+F".
NOTE:
To search for information on the page, you can use the "Ctrl + F" search command.
Иллюстрации по теме
1. РУЧНАЯ ЭЛЕКТРОДУГОВАЯ СВАРКА
1.1. СВАРОЧНАЯ ДУГА
1.1.1. Общие сведения
1.1.2. Классификация сварочной дуги
1.1.3. Причины отклонения дуги
1.1.4. Вольт-амперные характеристики (ВАХ) дуги
1.1.5. Внешние ВАХ источников питания дуги
1.1.6. Статическая ВАХ сварочной дуги
1.2. ОБОРУДОВАНИЕ
1.2.1. Сварочный трансформатор
1.2.2. Источники питания постоянного тока
1.2.3. Сварочный выпрямитель
Илл. 19. Общий вид сварочного выпрямителя
Илл. 20. Неуправляемый выпрямитель
Илл. 21. Управляемый выпрямитель
Илл. 19. Общий вид сварочного выпрямителя
Илл. 20. Неуправляемый выпрямитель
Илл. 21. Управляемый выпрямитель
///////////////////////////
///////////////////////////
=============================================
Illustrations on the subject
1. MANUAL ARC WELDING
1.1. WELDING ARC
1.1.1. General
1.1.2. Classification of welding arc
1.1.3. Causes for arc deflection (blow)
1.1.4. Volt-ampere characteristics (VAC) of arc
1.1.5. External VACs of arc power supply
1.1.6. Static VAC of welding arc
1.2. EQUIPMENT
1.2.1. Welding transformer
1.2.2. Direct current (DC) power supply
1.2.3. Welding rectifier
ill. 19. General view of welding rectifier
ill. 20. Uncontrolled rectifier
ill. 21. Controlled rectifier
ill. 20. Uncontrolled rectifier
ill. 21. Controlled rectifier
///////////////////////////
///////////////////////////
1. РУЧНАЯ ЭЛЕКТРОДУГОВАЯ СВАРКА
==============================
1. MANUAL ARC WELDING
1.1. СВАРОЧНАЯ ДУГА
==============================
1.1. WELDING ARC
 Рис. 1. Сварочная дуга || Fig. 1. Welding arc
Рис. 1. Сварочная дуга || Fig. 1. Welding arc
| № | Термин (Русский) | Перевод (Английский) |
|---|---|---|
| 1 | Возникновение | Formation |
| 2 | Короткое замыкание | Short circuit |
| 3 | Образование прослойки из жидкого металла | Molten metal layering |
| 4 | Образование шейки | Necking |
| 5 | Возникновение дуги | Formation of arc |
| 6 | Электрод | Electrode |
| 7 | Дуга | Arc |
| 8 | Основной металл | Base metal |
|
Схема горения и происходящие процессы
|
Illustration 2
Arcing scheme and processes
|
| Эмиссия - появление электронов проводимости. | Emission is the appearance of conduction electrons. |
| Ионизация - образование положительно заряженных частиц. | Ionization is the formation of positively charged particles. |
| Рекомбинация - объединение отрицательных электронов и положительных ионов. | Recombination is the combination of negative electrons and positive ions. |
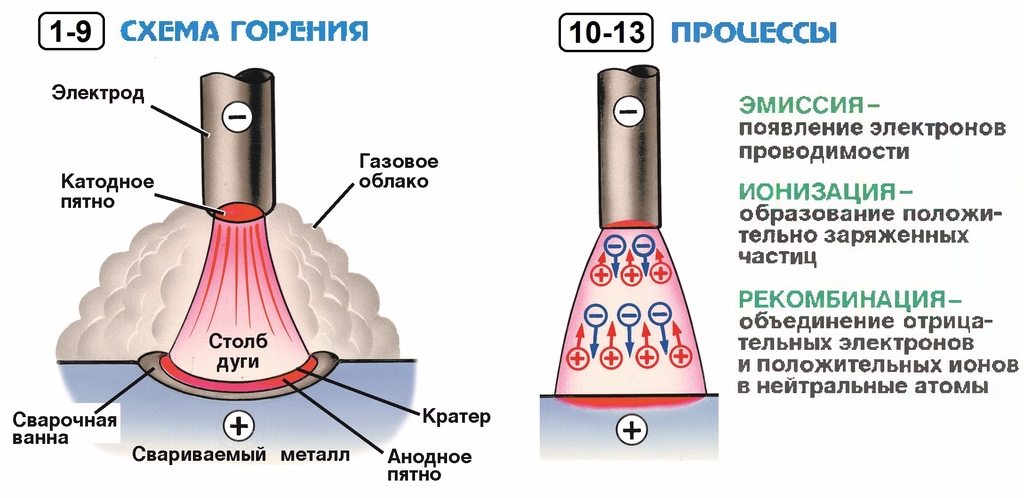 Рис. 2. Схема горения и происходящие процессы || Fig. 2. Arcing scheme and processes
Рис. 2. Схема горения и происходящие процессы || Fig. 2. Arcing scheme and processes
| № | Термин (Русский) | Перевод (Английский) |
|---|---|---|
| 1 | Схема горения | Arcing scheme |
| 2 | Газовое облако | Gas cloud; Atmosphere |
| 3 | Кратер | Crater |
| 4 | Анодное пятно | Anode spot |
| 5 | Свариваемый металл | Weld metal |
| 6 | Сварочная ванна | Molten pool; Weld pool |
| 7 | Катодное пятно | Cathode spot |
| 8 | Электрод | Electrode |
| 9 | Столб дуги | Arc column |
| 10 | Эмиссия | Emission |
| 11 | Ионизация | Ionization |
| 12 | Рекомбинация | Recombination |
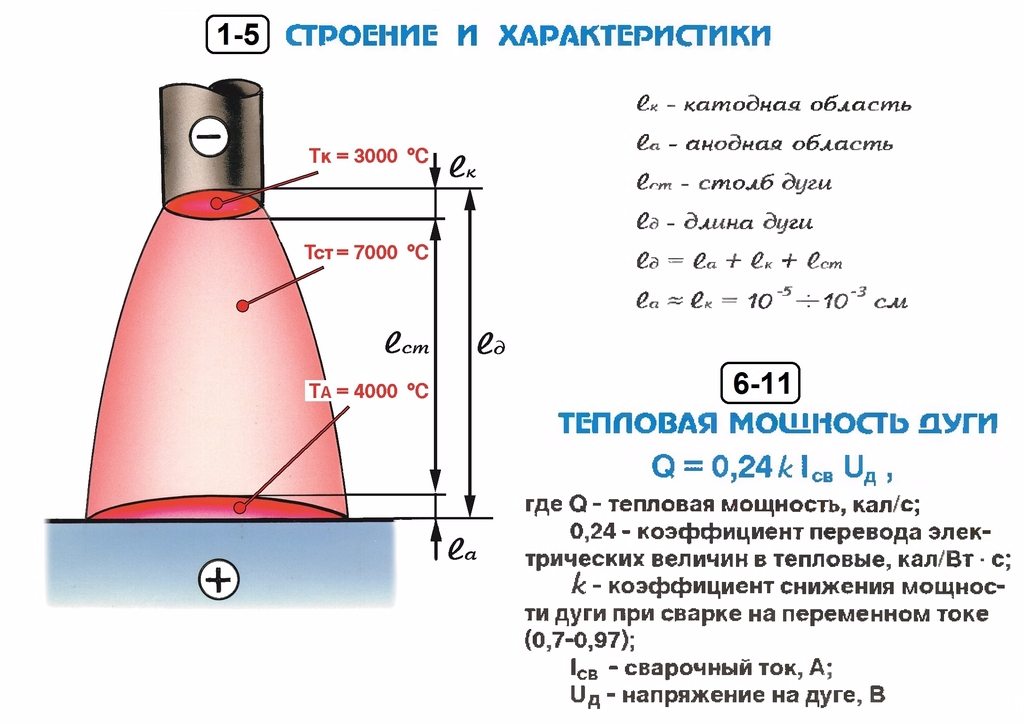 Рис. 3. Строение и характеристики || Fig. 3. Structure and characteristics
Рис. 3. Строение и характеристики || Fig. 3. Structure and characteristics
| № | Термин (Русский) | Перевод (Английский) |
|---|---|---|
| 1 | Строение и характеристики | Structure and characteristics |
| 2 | Катодная область | Cathode region; Cathode zone; Cathode space |
| 3 | Анодная область | Anode region; Anode zone; Anode space |
| 4 | Столб дуги | Arc column |
| 5 | Длина дуги | Arc length |
| 6 | Тепловая мощность дуги | /////////////////// |
| 7 | Тепловая мощность, кал/с | /////////////////// |
| 8 | Коэффициент перевода электрических величин в тепловые, кал/Вт·с | /////////////////// |
| 9 | Коэффициент снижения мощности дуги при сварке на переменном токе | /////////////////// |
| 10 | Сварочный ток, А | /////////////////// |
| 11 | Напряжение на дуге, В | /////////////////// |
1.1.2. Классификация сварочной дуги
==============================
1.1.2. Classification of welding arc
|
По подключению к источнику питания
|
Illustration 4
By connecting to power supply
|
|
Дуга прямого действия:
- Дуговой разряд между электродом и изделием
ИСПОЛЬЗУЕТСЯ:
- При дуговой сварке покрытыми электродами
- При сварке неплавящимся электродом в защитных газах - При сварке плавящимся электродом под флюсом или в защитных газах |
Direct arc:
- Arc discharge between electrode and workpiece
USED:
- In arc welding with coated electrodes- In gas-shielded welding with non-consumable electrode - In submerged or gas-shielded welding with consumable electrode |
|
Дуга косвенного действия: - Дуговой разряд между двумя электродами ИСПОЛЬЗУЕТСЯ: - При специальных видах сварки а также атомно-водородной сварке и наплавке |
Indirect arc: - Arc discharge between two electrodes USED: - In special types of welding, as well as atomic hydrogen welding and surfacing |
|
Дуга комбинированная: - Два дуговых разряда между электродами и изделием, а третий - между электродами ИСПОЛЬЗУЕТСЯ: - При сварке спиралешовных труб на станках автоматической сварки под флюсом |
Сombined arc: - Two arc discharges between electrodes and workpiece, and the third one between the electrodes USED: - In welding spiral-seam pipes on automatic submerged arc welding machines |
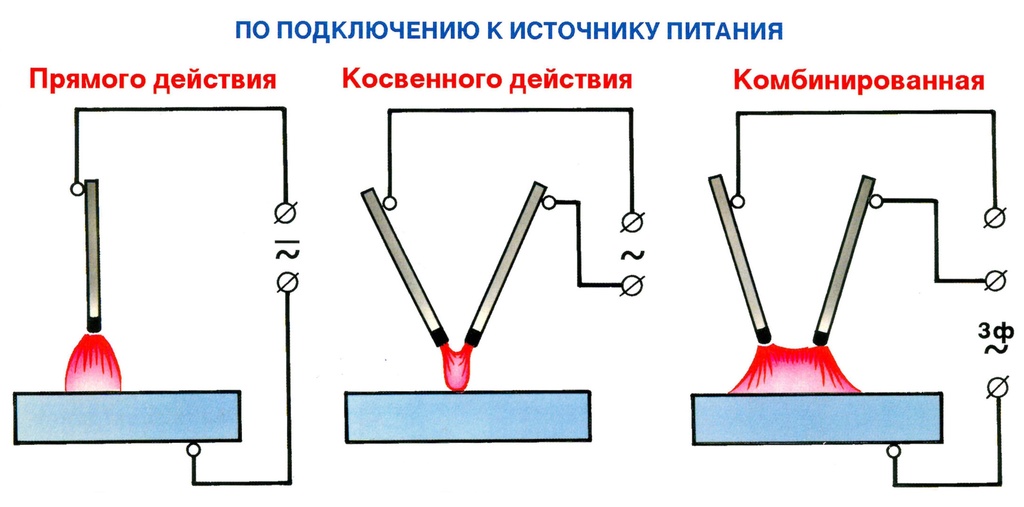 Рис. 4. Классификация дуги по подключению к источнику питания || Fig. 4. Classification of arc by connection to power supply
Рис. 4. Классификация дуги по подключению к источнику питания || Fig. 4. Classification of arc by connection to power supply
| № | Термин (Русский) | Перевод (Английский) |
|---|---|---|
| 1 | По подключению к источнику питания | By connecting to power supply |
| 2 | Дуга прямого действия | Direct arc |
| 3 | Дуга косвенного действия | Indirect arc |
| 4 | Дуга комбинированная | Combined arc |
 Рис. 5. Классификация дуги по применяемым электродам и степени сжатия || Fig. 5. Classification of arc by electrodes used and degree of construction
Рис. 5. Классификация дуги по применяемым электродам и степени сжатия || Fig. 5. Classification of arc by electrodes used and degree of construction
| № | Термин (Русский) | Перевод (Английский) |
|---|---|---|
| 1 | По применяемым электродам | By electrodes used |
| 2 | Дуга при плавящемся электроде | Arc with consumable electrode |
| 3 | Дуга при неплавящемся электроде | Arc with nonconsumable electrode |
| 4 | По степени сжатия дуги | By constriction degree of arc |
| 5 | Свободная дуга | Free arc; Unconstricted arc |
| 6 | Сжатая дуга | Constricted arc |
|
По полярности постоянного тока и длине
|
Illustration 6
By polarity of direct current and length
|
|
Обратная дуга:
- При обратной полярности температура на поверхности металла ниже. Используют при сварке тонкой или высоколегированной стали
|
Reverse arc:
- Under the reversed polarity, the metal surface temperature is below. It is used in welding thin or high-alloyed steel |
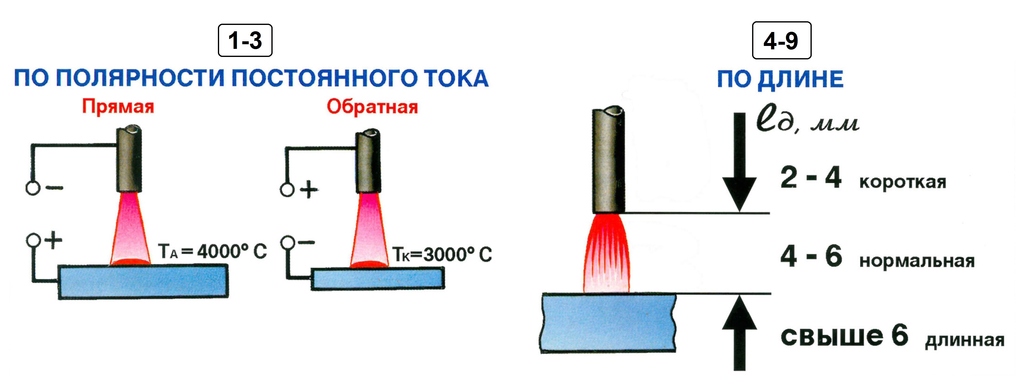 Рис. 6. Классификация дуги по полярности постоянного тока и длине || Fig. 6. Classification of arc by polarity of direct current and length
Рис. 6. Классификация дуги по полярности постоянного тока и длине || Fig. 6. Classification of arc by polarity of direct current and length
| № | Термин (Русский) | Перевод (Английский) |
|---|---|---|
| 1 | По полярности постоянного тока | By polarity of direct current |
| 2 | Прямая дуга | Straight arc |
| 3 | Обратная дуга | Reverse arc |
| 4 | По длине | By length |
| 5 | Короткая дуга | Short arc |
| 6 | Нормальная дуга | Normal arc |
| 7 | Длинная дуга | Long arc |
| 8 | мм | mm |
| 9 | свыше | more than; over |
1.1.3. Причины отклонения дуги
==============================
1.1.3. Causes for arc deflection (blow)
|
Магнитное дутье
|
Illustration 7
Magnetic blow
|
|
Причины возникновения магнитного дутья:
- При несимметричном относительно дуги подводе тока к изделию, дуга из-за воздействия магнитных полей искривляется
- Отклонение дуги может быть вызвано также присутствием ферромагнитных масс вблизи сварки
- Из-за этого стабильность дуги нарушается, затрудняется процесс сварки
Меры предотвращения:
- Сварка короткой дугой
- Подвод сварочного тока в точке, максимально близкой к дуге
- Изменение наклона электрода
- Размещение у места сварки компенсирующих ферромагнитных масс
|
Causes for generation of magnetic blow:
- With an asymmetric supply of current to workpiece, with respect to the arc, it is curved due to the affect of magnetic fields
- Arc deflection can also be caused by the presence of ferromagnetic masses near the welding site
- Due to this, the arc stability is disturbed making the welding process more difficult
Preventive measures:
- Short arc welding
- Supply of welding current at the point closest to the arc
- Change of the electrode slope angle
- Placement of compensating ferromagnetic masses at the welding site
|
 Рис. 7. Магнитное дутье дуги || Fig. 7. Magnetic arc blow
Рис. 7. Магнитное дутье дуги || Fig. 7. Magnetic arc blow
| № | Термин (Русский) | Перевод (Английский) |
|---|---|---|
| 1 | Магнитное дутье | Magnetic blow |
| 2 | Нормальное положение дуги | Normal position of arc |
| 3 | Отклонение дуги влево | Arc deflection to the left |
| 4 | Отклонение дуги вправо | Arc deflection to the right |
| 5 | Действие ферромагнитной массы | Effect of ferromagnetic mass |
|
Другие причины отклонения дуги
|
Illustration 8
Other causes for arc deflection (blow)
|
|
Меры предотвращения отклонения дуги из-за несимметричности обмазки (1):
- Изменение угла наклона электрода к изделию
- Сварка короткой дугой
- Применение инверторных источников питания
Меры предотвращения отклонения дуги из-за химической неоднородности свариваемой стали (2):
- Использование стабилизаторов дуги
- Изменение угла наклона электрода к изделию
- Применение источников переменного тока и инверторных |
Preventive measures against arc deflection due to asymmetry of coating (1):
- Change of angle of electrode slope to workpiece
- Short arc welding
- Use of inverter power supplies
Preventive measures against arc deflection due to chemical inhomogeneity of weld steel (2):
- Use of arc stabilizers
- Change of angle of electrode slope to workpiece
- Use of alternating current and inverter power supplies |
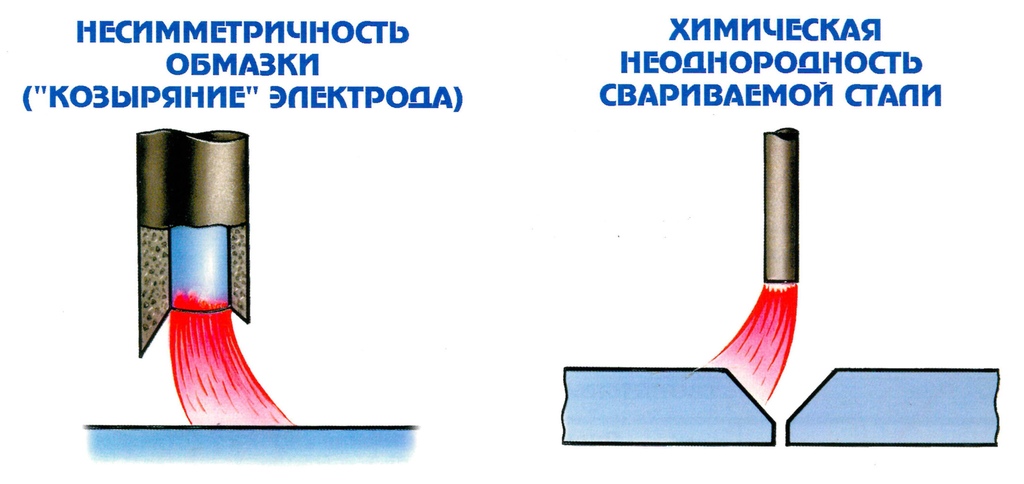 Рис. 8. Другие причины отклонения дуги || Fig. 8. Other causes for arc deflection
Рис. 8. Другие причины отклонения дуги || Fig. 8. Other causes for arc deflection
| № | Термин (Русский) | Перевод (Английский) |
|---|---|---|
| 1 | Несимметричность обмазки ("козыряние" электрода) | Asymmetry of coating ("fingernailing" of electrode) |
| 2 | Химическая неоднородность свариваемой стали | Chemical inhomogeneity of weld steel |
1.1.4. Вольтамперные характеристики (ВАХ) дуги
==============================
1.1.4. Volt-ampere characteristics (VAC) of arc
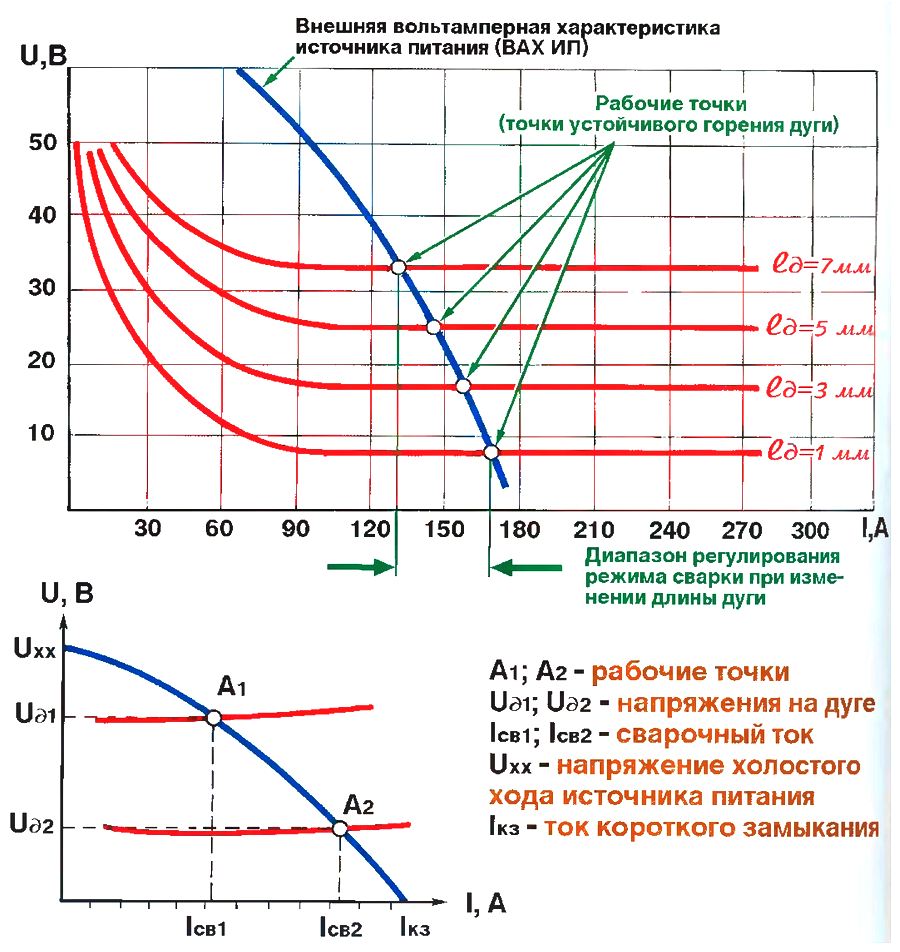 Рис. 9. ВАХ дуги || Fig. 9. VACs of arc
Рис. 9. ВАХ дуги || Fig. 9. VACs of arc
| № | Термин (Русский) | Перевод (Английский) |
|---|---|---|
| 1 | Внешняя вольтамперная характеристика источника питания (ВАХ ИП) | External volt-ampere characteristic of power supply (VAC of PS) |
| 2 | Рабочие точки (точки устойчивого горения) | Operating points (points of stable combustion) |
| 3 | Диапазон регулирования режима сварки при изменении длины дуги | Range for control of welding conditions by changing the arc length |
| 4 | Рабочия точки | Operating points |
| 5 | Напряжение на дуге | Arc voltage |
| 6 | Сварочный ток | Welding current |
| 7 | Напряжение холостого хода источника питания | Open circuit voltage of power supply |
| 8 | Ток короткого замыкания | Short-circuit current |
 Рис. 10. Соответствие выбранного источника питания ВАХ сварочной дуги || Fig. 10. Matching of the selected power supply to VAC of welding arc
Рис. 10. Соответствие выбранного источника питания ВАХ сварочной дуги || Fig. 10. Matching of the selected power supply to VAC of welding arc
| № | Термин (Русский) | Перевод (Английский) |
|---|---|---|
| 1 | Соответствует / Несоответствует | Matches / Does not match |
| 2 | ВАХ дуги | VAC of arc |
| 3 | Падающая ВАХ дуги | Drooping VAC of arc |
| 4 | Жесткая ВАХ дуги | Rigid VAC of arc |
| 5 | Возрастающая ВАХ дуги | Rising VAC of arc |
| 6 | Внешняя ВАХ ИП | External VAC of PS |
| 7 | Крутопадающая внешняя ВАХ ИП | Steeply drooping external VAC of PS |
| 8 | Пологопадающая внешняя ВАХ ИП | Slightly drooping external VAC of PS |
| 9 | Жесткая внешняя ВАХ ИП | Rigid external VAC of PS |
| 10 | Возрастающая внешняя ВАХип | Rising external VAC of PS |
1.1.5. Внешние ВАХ источников питания дуги
==============================
1.1.5. External VACs of arc power supply
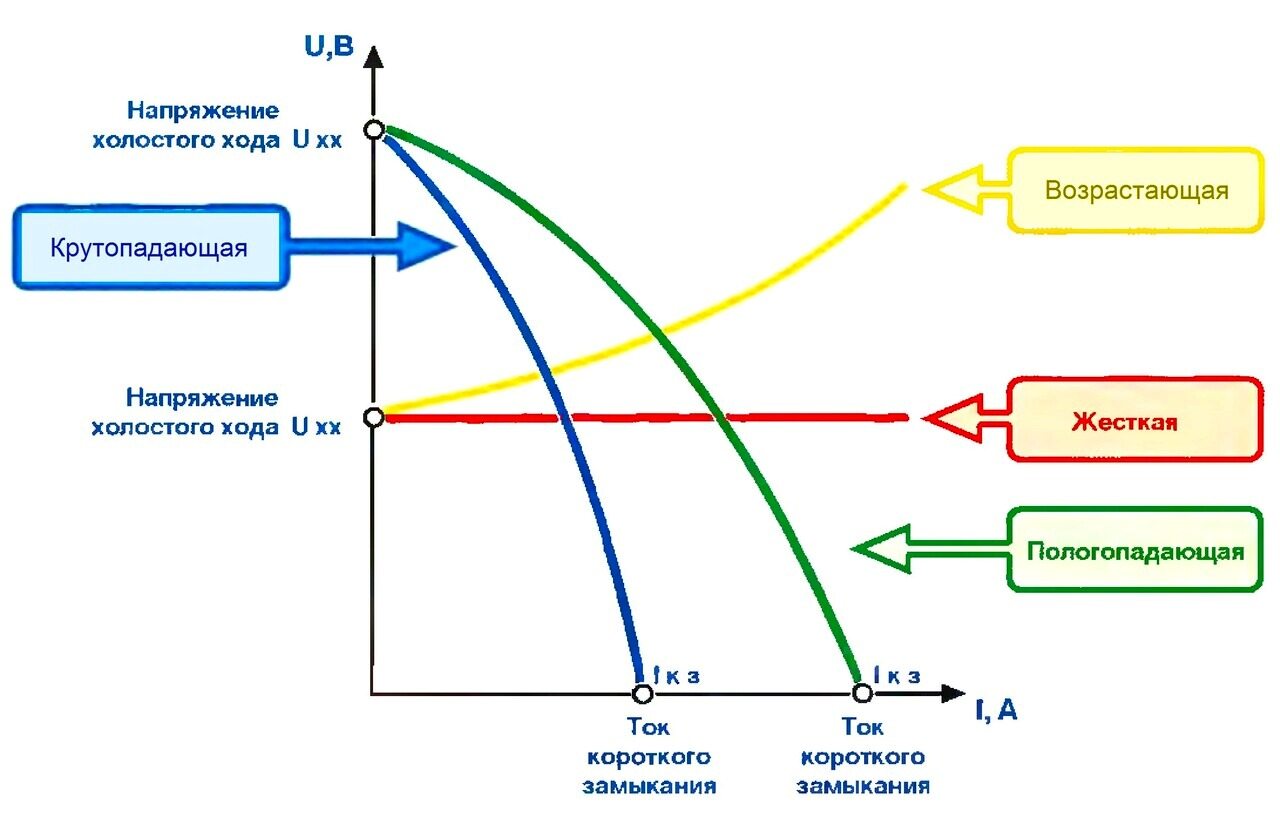 Рис. 11. Внешние ВАХ источников питания дуги || Fig. 11. External VACs of arc power supply
Рис. 11. Внешние ВАХ источников питания дуги || Fig. 11. External VACs of arc power supply
| № | Термин (Русский) | Перевод (Английский) |
|---|---|---|
| 1 | Напряжение холостого хода | Open circuit voltage |
| 2 | Ток короткого замыкания | Short-circuit current |
| 3 | Крутопадающая внешняя ВАХ ИП | Steeply drooping external VAC of PS |
| 4 | Возрастающая внешняя ВАХ ИП | Rising external VAC of PS |
| 5 | Жесткая внешняя ВАХ ИП | Rigid external VAC of PS |
| 6 | Пологопадающая внешняя ВАХ ИП | Slightly drooping external VAC of PS |
1.1.6. Статическая ВАХ сварочной дуги
==============================
1.1.6. Static VAC of welding arc
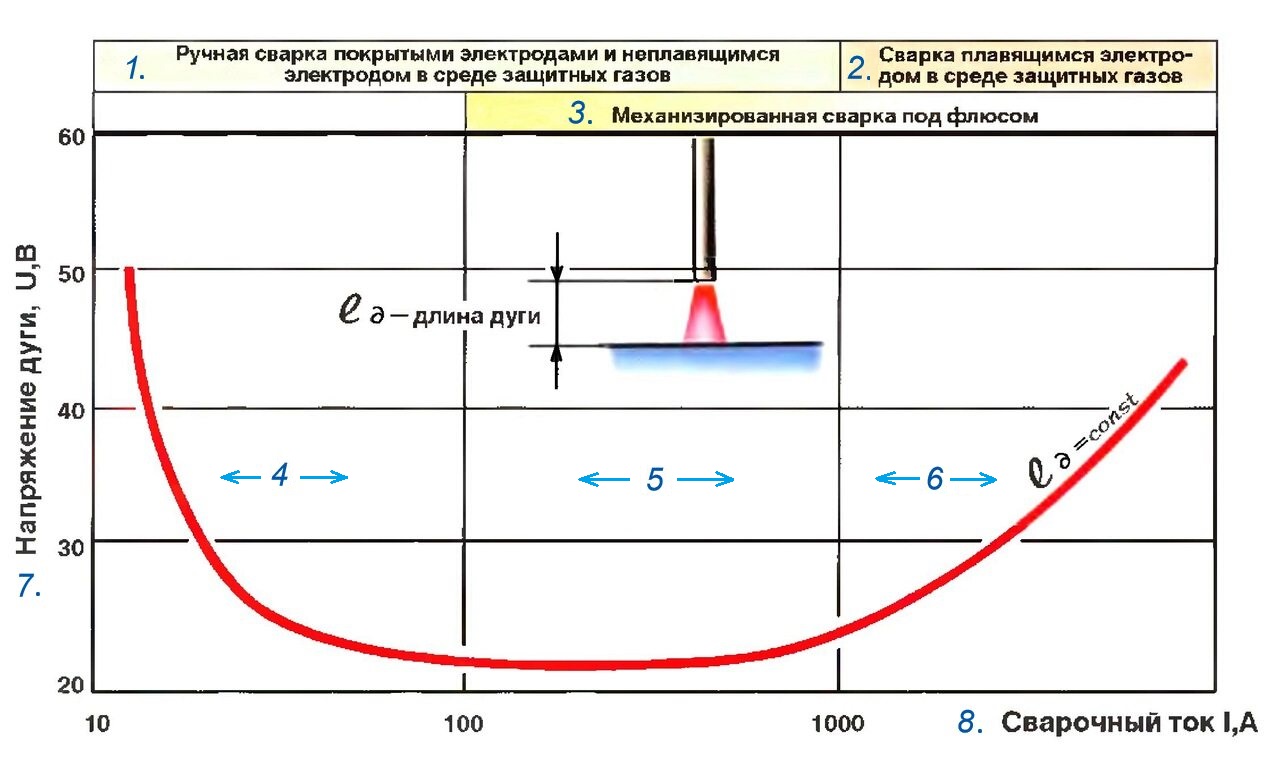 Рис. 12. Статическая ВАХ сварочной дуги || Fig. 12. Static VAC of welding arc
Рис. 12. Статическая ВАХ сварочной дуги || Fig. 12. Static VAC of welding arc
| № | Термин (Русский) | Перевод (Английский) |
|---|---|---|
| 1 | Ручная сварка покрытыми электродами и неплавящимся электродом в среде защитных газов | Manual welding with coated electrodes and non-consumable electrode in shielding gases |
| 2 | Сварка плавящимся электродом в среде защитных газов | Gas-shielded consumable electrode arc welding |
| 3 | Механизированная сварка под флюсом | Mechanized submerged arc welding |
| 4 | Падающий участок ВАХ | Drooping section of VAC |
| 5 | Жесткий участок ВАХ | Rigid section of VAC |
| 6 | Возрастающий участок ВАХ | Rising section of VAC |
| 7 | Напряжение дуги | Arc voltage |
| 8 | Сварочный ток | Welding current |
 Рис. 13. Общий вид сварочного трансформатора || Fig. 13. General view of welding transformer
Рис. 13. Общий вид сварочного трансформатора || Fig. 13. General view of welding transformer
| № | Термин (Русский) | Перевод (Английский) |
|---|---|---|
| 1 | Жалюзи для охлаждения | Cooling louvers |
| 2 | Корпус | Housing |
| 3 | Зажим для присоединения проводов сварочной цепи | Clamp for connecting welding circuit cables |
| 4 | Ручка | Handle |
| 5 | Замкнутый магнитопровод (сердечник) | Closed core |
| 6 | Рукоятка | Crank handle |
| 7 | Рым-болт | Eye bolt |
| 8 | Крышка корпуса | Housing cover |
| 9 | Вертикальный винт с ленточной резьбой | Vertical screw with square thread |
| 10 | Ходовая гайка винта | Lead screw nut |
| 11 | Вторичная обмотка трансформатора | Transformer secondary winding |
| 12 | Первичная обмотка трансформатора | Transformer primary winding |
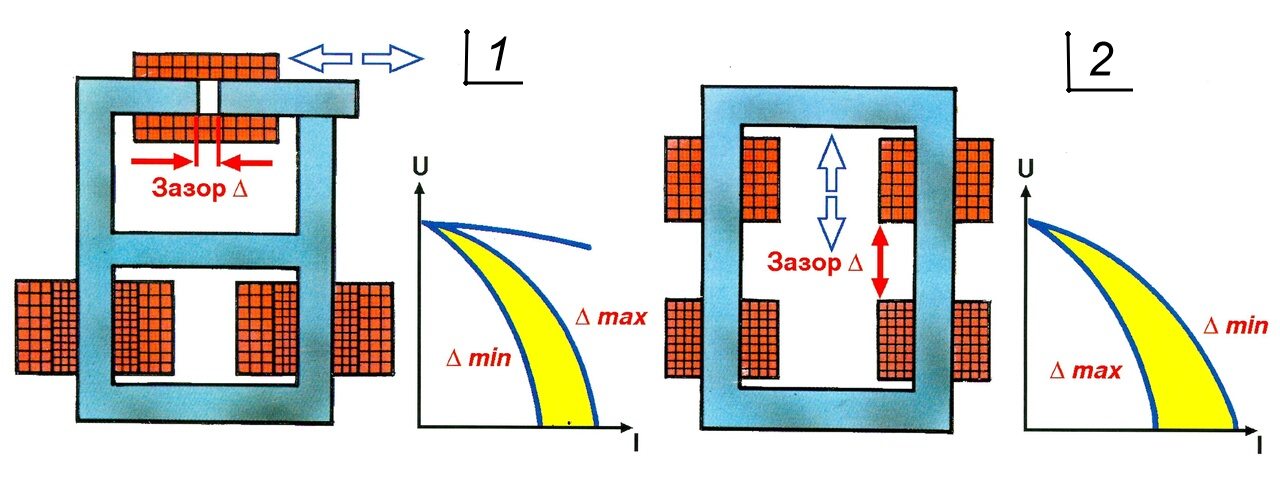 Рис. 14. Формирование падающей характеристики || Fig. 14. Formation of drooping characteristic
Рис. 14. Формирование падающей характеристики || Fig. 14. Formation of drooping characteristic
| № | Термин (Русский) | Перевод (Английский) |
|---|---|---|
| 1 | Трансформатор с нормальным магнитным рассеянием и отдельной реактивной катушкой (дросселем) | Transformer with normal magnetic scattering and separate reactance coil (choke) |
| 2 | Трансформатор с увеличенным магнитным рассеянием и подвижными катушками | Transformer with increased magnetic scattering and movable coils |
| 3 | Зазор | Gap |
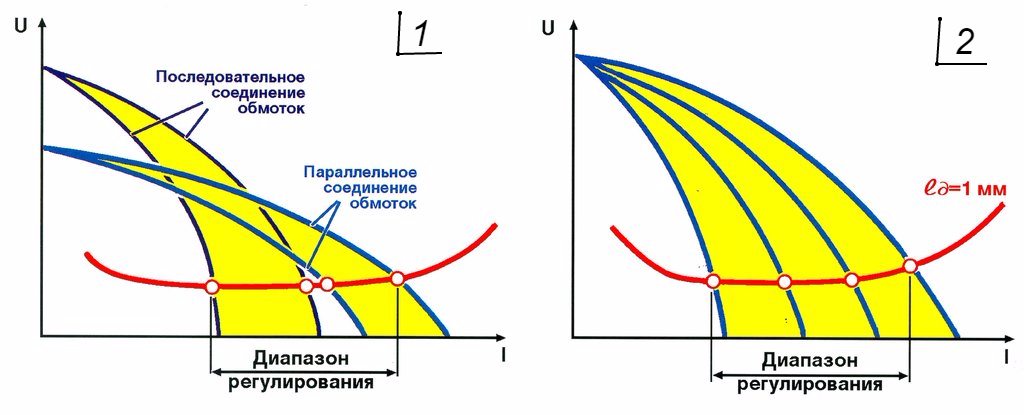 Рис. 15. Регулирование сварочного тока || Fig. 15. Welding current control
Рис. 15. Регулирование сварочного тока || Fig. 15. Welding current control
| № | Термин (Русский) | Перевод (Английский) |
|---|---|---|
| 1 | Регулирование ступенчато: за счет переключения числа витков первичной и вторичной обмоток | Step control: by switching the number of turns of primary and secondary windings |
| 2 | Регулирование плавно: за счет изменения зазора в катушке дросселя или между обмотками | Stepless control: by changing the gap in the choke coil or between the windings |
| 3 | Последовательное соединение обмоток | Series winding connection |
| 4 | Параллельное соединение обмоток | Parallel winding connection |
| 5 | Диапазон регулирования | Control range |
1.1.2. Источники питания постоянного тока
==============================
1.1.2. Direct current (DC) power supply
|
Сварочный преобразователь
|
Illustration 16
Welding converter
|
|
Преобразует механическую энергию электродвигателя в электрическую напряжением и диапазоном токов, необходимыми для сварки.
|
It converts the mechanical energy of electric motor into electrical energy with voltage and range of currents required for welding. |
| Конструктивно состоит из трехфазного электродвигателя и сварочного генератора с независимым возбуждением. | Constructively, it consists of a three-phase electric motor and separate exciting welding generator. |
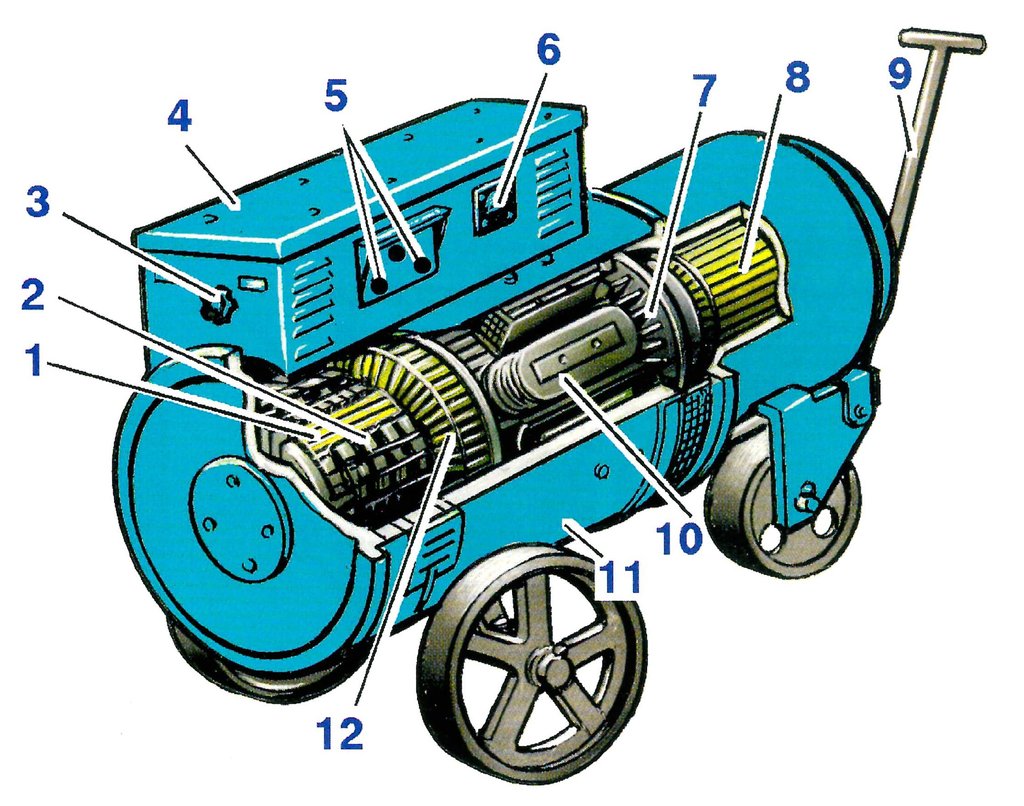 Рис. 16. Сварочный преобразователь || Fig. 16. Welding converter
Рис. 16. Сварочный преобразователь || Fig. 16. Welding converter
| № | Термин (Русский) | Перевод (Английский) |
|---|---|---|
| 1 | Медные пластинки коллектора | Copper commutator bars; Copper commutator segments |
| 2 | Щетки генератора | Generator brush |
| 3 | Регулировочный реостат | Regulating rheostat; Control rheostat |
| 4 | Распределительное устройство | Switchgear |
| 5 | Зажимы | Clamps |
| 6 | Вольтметр | Voltmeter |
| 7 | Вентилятор | Fan |
| 8 | Трехфазный асинхронный двигатель | Three-phase asynchronous motor |
| 9 | Тяга | Tow bar |
| 10 | Магнитные полюсы | Magnetic poles |
| 11 | Корпус | Generator housing |
| 12 | Якорь | Armature |
|
Сварочный агрегат
|
Illustration 17
Welding machine
|
|
Преобразует механическую энергию двигателя внутреннего сгорания (бензинового или дизельного) в электрическую напряжением и диапазоном токов, необходимыми для сварки.
|
It converts the mechanical energy of internal combustion engine (gasoline or diesel) into electric one with voltage and current range required for welding. |
| Конструктивно состоит из двигателя внутреннего сгорания и сварочного генератора с самовозбуждением. | Constructively, it consists of internal combustion engine and self-excited welding generator. |
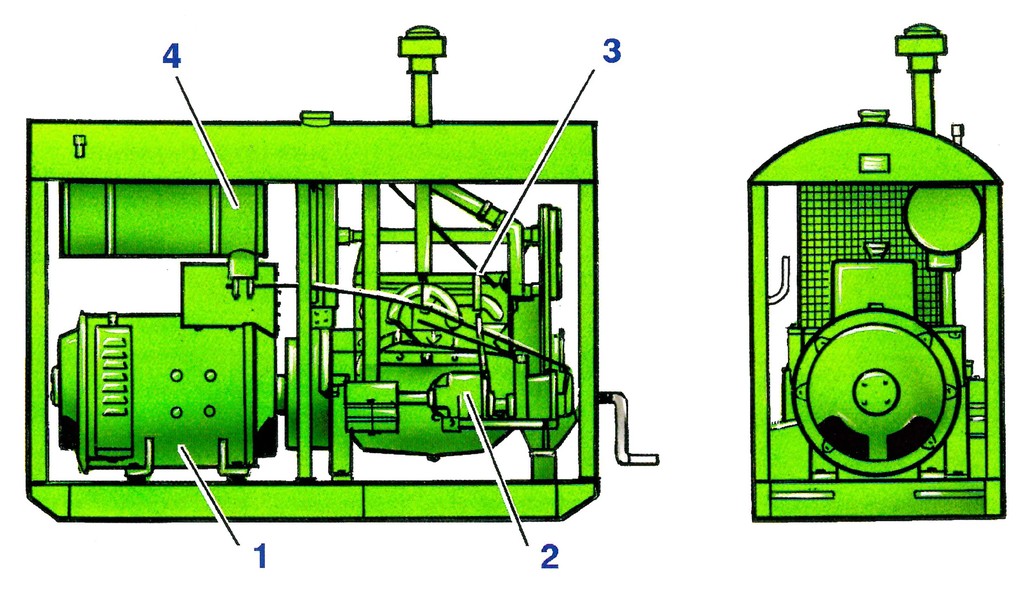 Рис. 17. Сварочный агрегат || Fig. 17. Welding machine
Рис. 17. Сварочный агрегат || Fig. 17. Welding machine
| № | Термин (Русский) | Перевод (Английский) |
|---|---|---|
| 1 | Генератор | Generator |
| 2 | Двигатель внутреннего сгорания | Internal combustion engine |
| 3 | Регулятор скорости вращения | Rotational speed regulator |
| 4 | Бак с горючим | Fuel tank |
 Рис. 18. Сварочный генератор || Fig. 18. Welding generator
Рис. 18. Сварочный генератор || Fig. 18. Welding generator
| № | Термин (Русский) | Перевод (Английский) |
|---|---|---|
| 1 | Сварочный генератор с независимым возбуждением | Separately excited welding generator |
| 2 | От сети | //////////////////////////// |
| 3 | Плавная регулировка внутри диапазона реостатом R | Stepless control within the range by rheostat R |
| 4 | Диапазон больших токов | //////////////////////////// |
| 5 | Диапазон малых токов | //////////////////////////// |
| 6 | ОН - обмотка намагничивающая | //////////////////////////// |
| 7 | ОР - обмотка размагничивающая | //////////////////////////// |
| 8 | Сварочный генератор с самовозбуждением | Self-excited welding generator |
| 9 | Ступенчатое переключение переключателем П | Step commutation by switch П |
| 10 | Фн - магнитный поток намагничивающей обмотки | //////////////////////////// |
| 11 | Фр - магнитный поток размагничивающей обмотки | //////////////////////////// |
1.1.3. Сварочный выпрямитель
==============================
1.1.3. Welding rectifier
|
Иллюстрация 19
Общий вид сварочного выпрямителя
|
Illustration 19
General view of welding rectifier
|
|
Преобразует переменный ток промышленной частоты в постоянный напряжением и величиной, необходимыми для сварки.
|
It converts alternating current of power-line frequency to the direct one with voltage and magnitude required for welding.
|
| Конструктивно состоит из трансформатора и выпрямительного блока. |
Constructively, it consists of transformer and rectifier assembly.
|
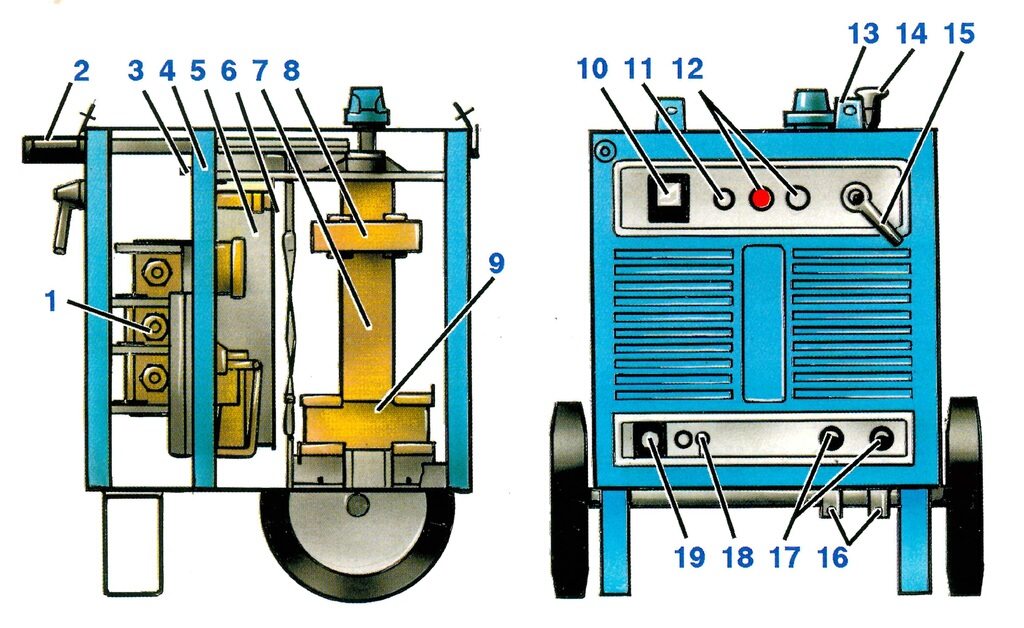 Рис. 19. Общий вид сварочного выпрямителя || Fig. 19. General view of welding rectifier
Рис. 19. Общий вид сварочного выпрямителя || Fig. 19. General view of welding rectifier
| № | Термин (Русский) | Перевод (Английский) |
|---|---|---|
| 1 | Выпрямительный блок | Rectifier assembly |
| 2 | Выдвижные ручки | Extendable handles |
| 3 | Предохранители | Fuses |
| 4 | Блок аппаратуры | Hardware block; Hardware unit; Hardware assembly |
| 5 | Вентилятор | Fan |
| 6 | Ветровое реле | Wind relay |
| 7 | Силовой трансформатор | Power transformer |
| 8 | Вторичная обмотка | Secondary winding |
| 9 | Первичная обмотка | Primary winding |
| 10 | Амперметр | Ammeter; Ampere-meter |
| 11 | Лампа | Lamp |
| 12 | Кнопки выключателя | On/off switch buttons |
| 13 | Скобы | Lugs |
| 14 | Рукоятка регулирования тока | Voltage control lever |
| 15 | Переключатель диапазонов тока | Current range switch |
| 16 | Шины заземления обратного провода | /////////////////////// |
| 17 | Токовые разъемы | /////////////////////// |
| 18 | Болт заземления | /////////////////////// |
| 19 | Штепсельный разъем для подключения к сети | /////////////////////// |
|
Иллюстрация 20
Неуправляемый выпрямитель
|
Illustration 20
Uncontrolled rectifier
|
|
Выпрямительный блок состоит из силовых диодов.
|
Rectifier assembly consists of power diodes.
|
| Регулировка режимов сварки комбинированная: ступенчатая за счет переключения обмоток со "звезды" на "треугольник" и плавная за счет изменения зазора между обмотками трансформатора. |
Control of welding conditions is combined. Namely, it is stepped due to switching the windings from the "star" to "triangle" and stepless due to changing the gap between transformer windings.
|
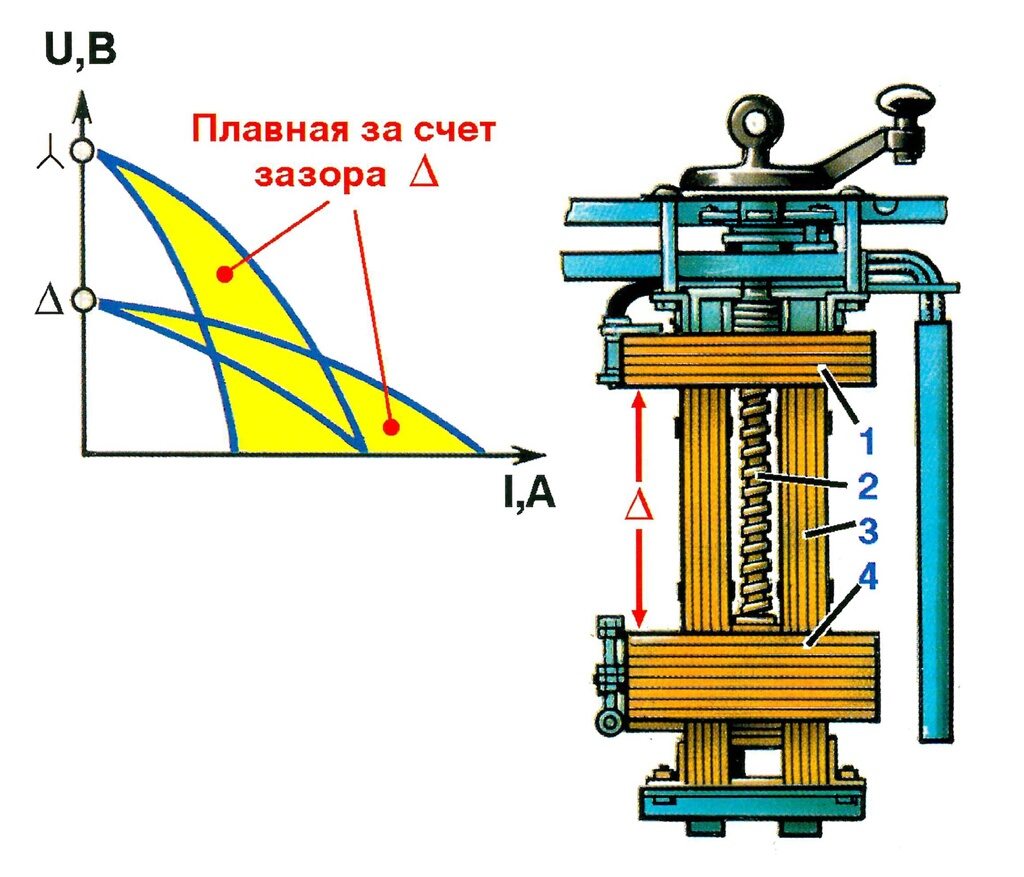 Рис. 20. Неуправляемый выпрямитель || Fig. 20. Uncontrolled rectifier
Рис. 20. Неуправляемый выпрямитель || Fig. 20. Uncontrolled rectifier
| № | Термин (Русский) | Перевод (Английский) |
|---|---|---|
| 1 | Вторичная обмотка | Secondary winding |
| 2 | Ходовой винт | Lead screw |
| 3 | Сердечник трансформатора | Transformer core |
| 4 | Первичная обмотка | Primary winding |
| 5 | Плавная за счет зазора ∆ | Stepless due to the gap ∆ |
|
Иллюстрация 21
Управляемый выпрямитель
|
Illustration 21
Controlled rectifier
|
|
Выпрямительный блок состоит из тиристоров.
|
////////////////////////////
////////////////////////////
|
| Регулировка режимов сварки комбинированная: ступенчатая за счет переключения обмоток со "звезды" на "треугольник" и плавная блоком управления. |
////////////////////////////
////////////////////////////
////////////////////////////
|
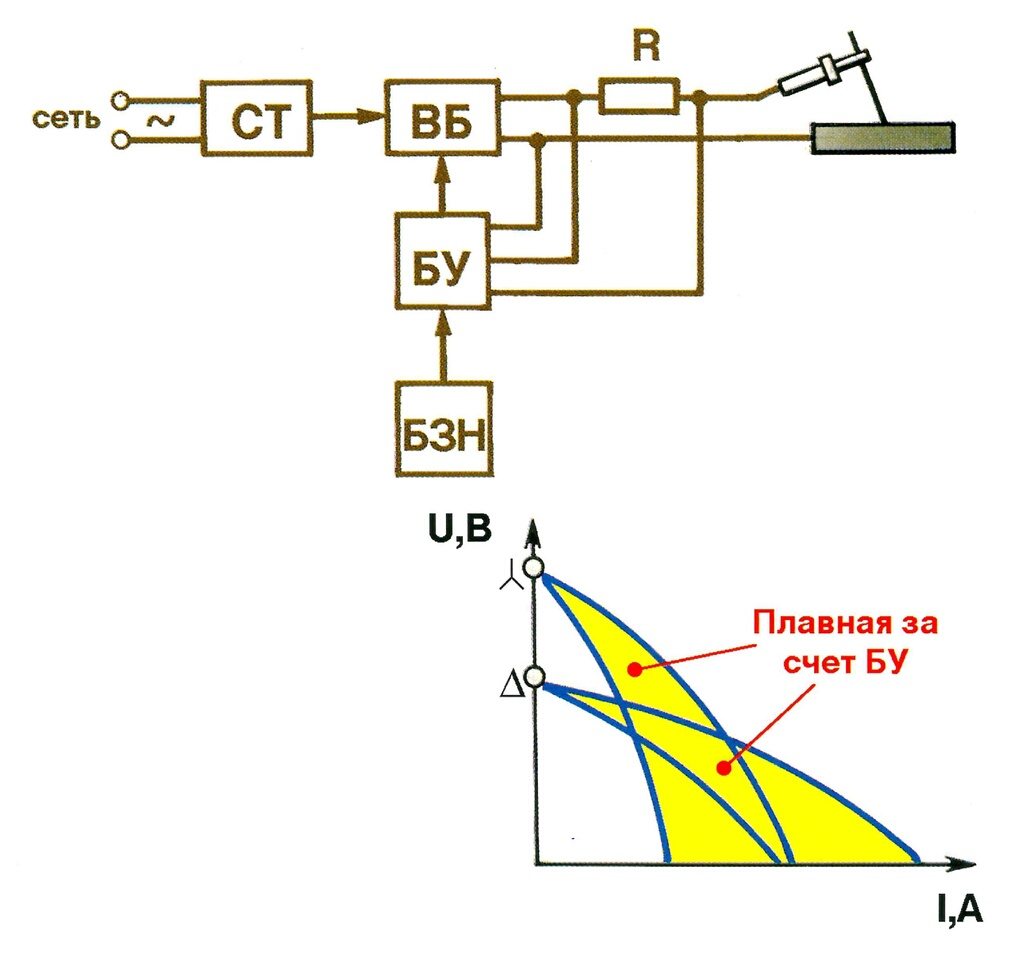 Рис. 21. Управляемый выпрямитель || Fig. 21. Controlled rectifier
Рис. 21. Управляемый выпрямитель || Fig. 21. Controlled rectifier
| № | Термин (Русский) | Перевод (Английский) |
|---|---|---|
| 1 | Сеть | /////////////////////// |
| 2 | СТ - сварочный трансформатор | /////////////////////// |
| 3 | ВБ - выпрямительный блок | /////////////////////// |
| 4 | БУ - блок управления | /////////////////////// |
| 5 | БЗН - блок задания напряжения | /////////////////////// |
| 6 | Плавная за счет БУ | /////////////////////// |
1.1.4. Инверторные источники питания
==============================
1.1.4. Inverter power supplies
|
Иллюстрация 22
Инверторные источники питания
|
Illustration 22
Inverter power supplies
|
| Преобразуют переменное напряжение сети в напряжение и ток для сварки. |
///////////////
///////////////
|
|
Технологические преимущества:
1. Минимальное разбрызгивание
2. Сварка короткой дугой
3. Сварка плохо сваривающихся сталей
4. Минимальный перегрев изделия
5. Высокие характеристики
- КПД = 95-98%
- cos φ = 1,0
- высокое быстродействие
|
///////////////
///////////////
///////////////
///////////////
///////////////
///////////////
|
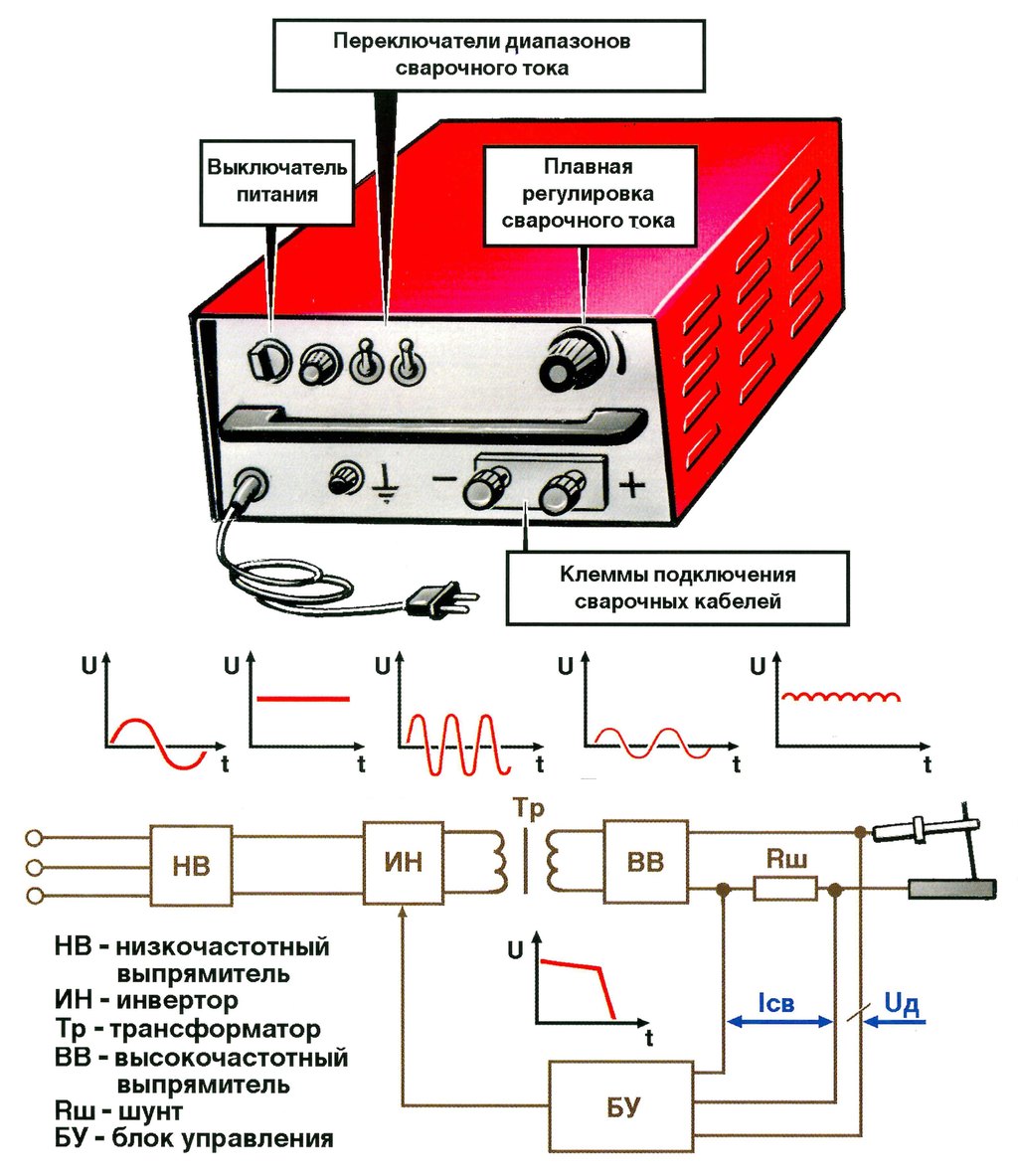 Рис. 22. Инверторные источники питания || Fig. 22. Inverter power supplies
Рис. 22. Инверторные источники питания || Fig. 22. Inverter power supplies
| № | Термин (Русский) | Перевод (Английский) |
|---|---|---|
| 1 | Выключатель питания | Power switch |
| 2 | Переключатели диапазонов сварочного тока | Welding current range switches |
| 3 | Плавная регулировка сварочного тока | Stepless adjustment of welding current |
| 4 | Клеммы подключения сварочных кабелей | Welding cable connection terminals |
| 5 | НВ - низкочастотный выпрямитель | НВ - low-frequency rectifier |
| 6 | ИН - инвертор | ИН - inverter |
| 7 | Тр - трансформатор | Тр - transformer |
| 8 | ВВ - высокочастотный выпрямитель | ВВ - high-requency rectifier |
| 9 | Rш - шунт | Rш - bypath |
| 10 | БУ - блок управления | БУ - control unit |
| 11 | Iсв - сварочный ток | Iсв - welding current |
| 12 | Uд - напряжение на дуге | Uд - arc voltage |
1.1.5. Дополнительное оборудование
==============================
1.1.5. Additional equipment
|
Иллюстрация 23
Балластный реостат
|
Illustration 23
Ballast resistor
|
|
Формирует падающую вольтамперную характеристику источника питания. Ступенчато регулирует режим сварки. Компенсирует постоянную состовляющую тока при сварке от трансформатора.
|
///////////////
///////////////
///////////////
///////////////
///////////////
///////////////
|
| Состоит из набора нихромовых проволок различного сопротивления, соединенных параллельно. |
///////////////
///////////////
|
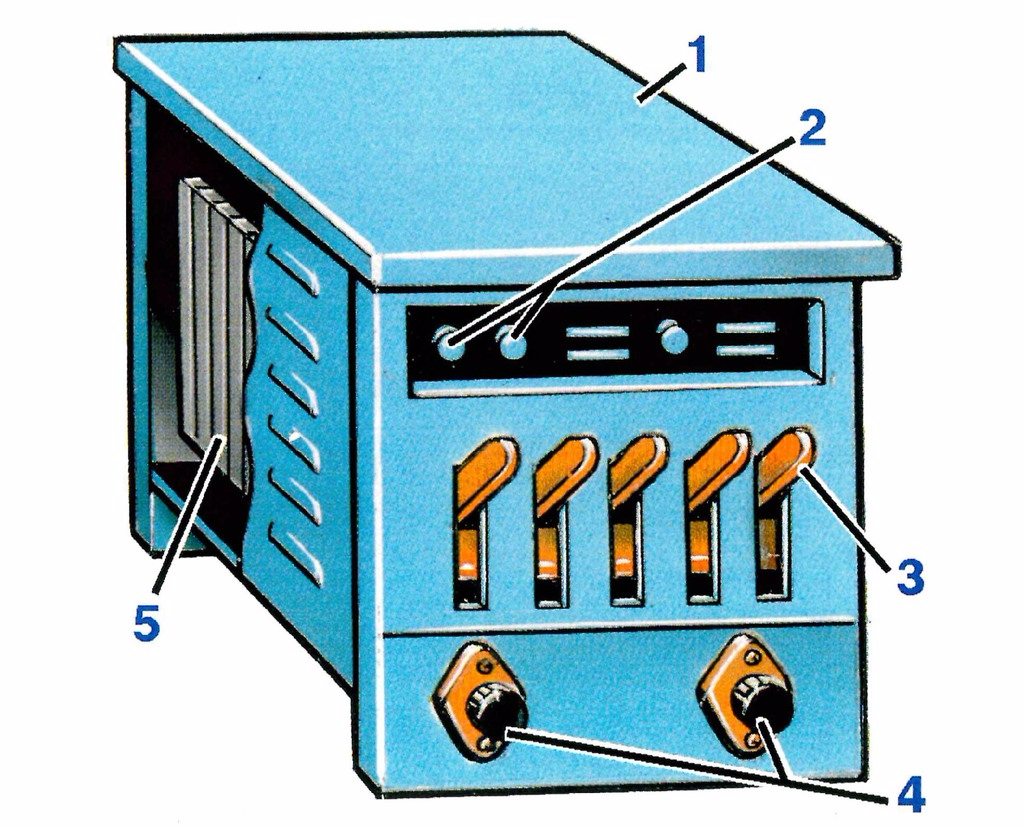 Рис. 23. Балластный реостат || Fig. 23. Ballast resistor
Рис. 23. Балластный реостат || Fig. 23. Ballast resistor
| № | Термин (Русский) | Перевод (Английский) |
|---|---|---|
| 1 | Корпус | ///////////// |
| 2 | Тумблеры диапазонов регулирования | ///////////// |
| 3 | Рубильники секций сопротивления | ///////////// |
| 4 | Клеммы для сварочного кабеля | ///////////// |
| 5 | Секции нихромовой проволоки или ленты | ///////////// |
|
Иллюстрация 24
Осциллятор
|
Illustration 24
Oscillator
|
| Обеспечивает бесконтактное зажигание дуги и стабилизирует ее горение при сварке. |
///////////////
///////////////
///////////////
|
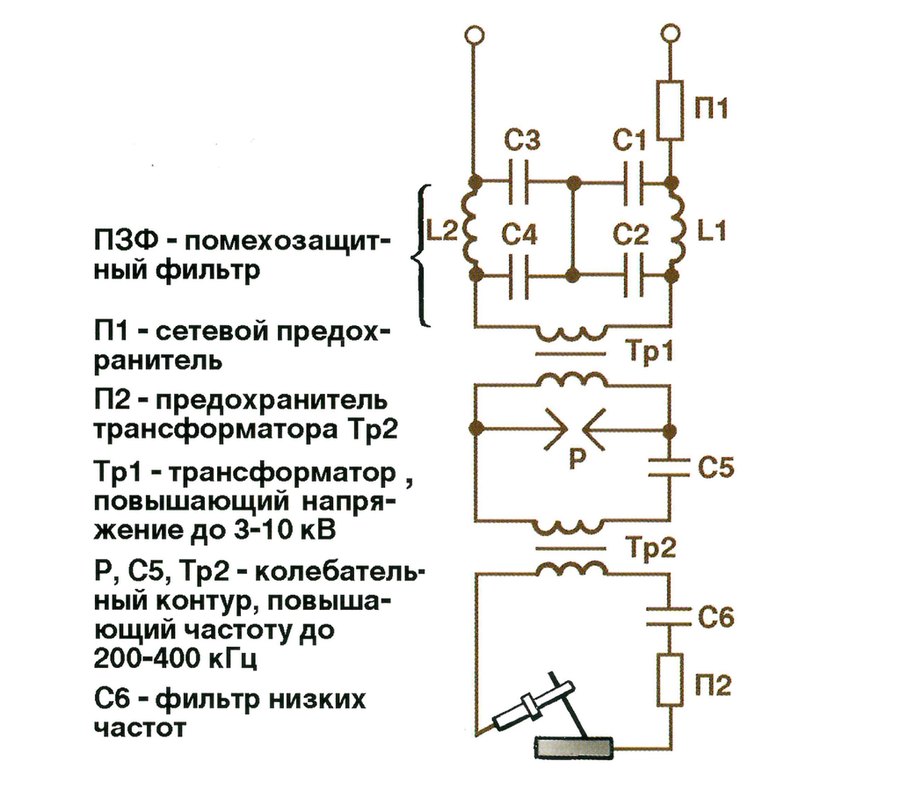 Рис. 24. Осциллятор || Fig. 24. Inverter power supplies
Рис. 24. Осциллятор || Fig. 24. Inverter power supplies
| № | Термин (Русский) | Перевод (Английский) |
|---|---|---|
| 1 | ПЗФ - помехозащитный фильтр | /////////////// |
| 2 | П1 - сетевой предохранитель | /////////////// |
| 3 | П2 - предохранитель трансформатора Тр2 | /////////////// |
| 4 | Тр1 - трансформатор, повышающий напряжение до 3-10 кВ | /////////////// |
| 5 | Р,С5,Тр2 - колебательный контур, повышающий частоту до 200-400 кГц | /////////////// |
| 6 | С6 - фильтр низких частот | /////////////// |
1.1.6. Оборудование сварочного поста
==============================
1.1.6. Welding post equipment
|
Иллюстрация 25
Схема сварочного поста
|
Illustration 25
Welding post diagram
|
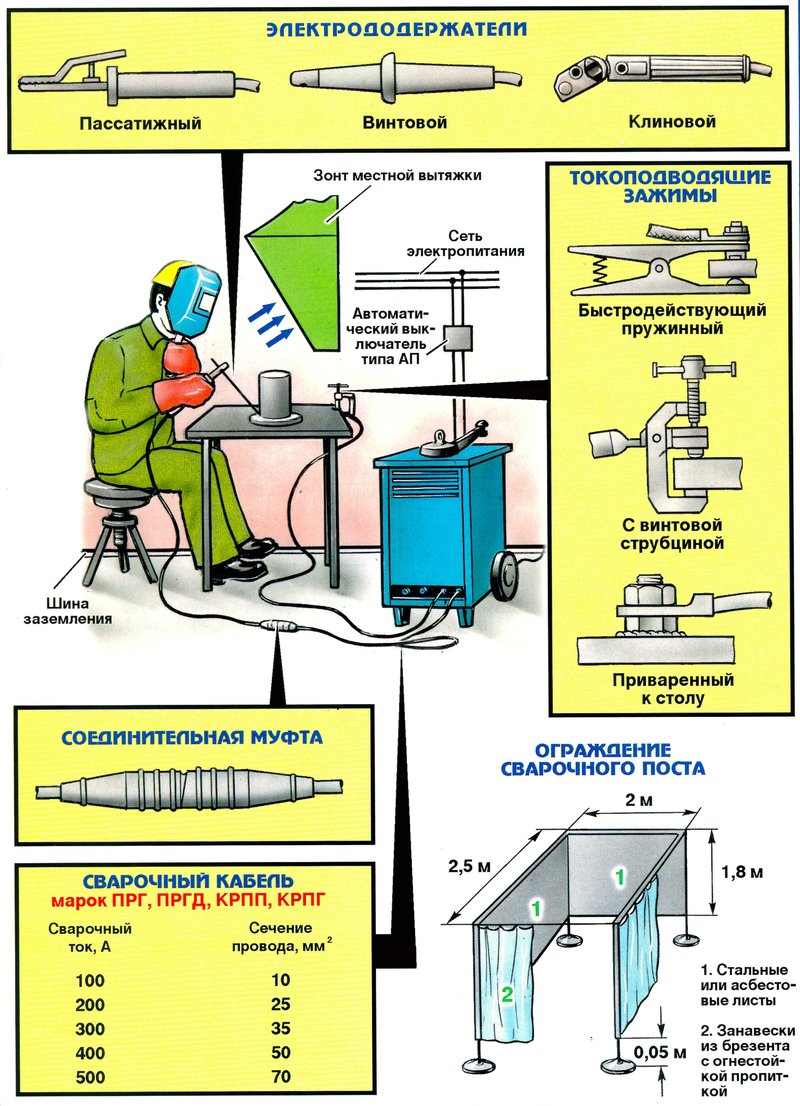 Рис. 25. Схема сварочного поста || Fig. 25. Welding post diagram
Рис. 25. Схема сварочного поста || Fig. 25. Welding post diagram
| № | Термин (Русский) | Перевод (Английский) |
|---|---|---|
| 1 | Электрододержатели | Electrode holders |
| 2 | Пассатижный электрододержатель | Plier type electrode holder; Crocodile electrode holder |
| 3 | Винтовой электрододержатель | Screw type electrode holder |
| 4 | Клиновой электрододержатель | Wedge type electrode holder |
| 5 | Токопроводящие зажимы | Earth clamps; Current clamps |
| 6 | Быстродействующий пружинный токопроводящий зажим | Quick-acting spring loaded earth clamp |
| 7 | Токопроводящий зажим с винтовой струбциной | Screw type earth clamp |
| 8 | Токопроводящий зажим приваренный к столу | Earth clamp welded to the table |
| 9 | Зонт местной вытяжки | /////////////////////// |
| 10 | Сеть электропитания | /////////////////////// |
| 11 | Автоматический выключатель типа АП | /////////////////////// |
| 12 | Шина заземления | /////////////////////// |
| 13 | Соединительная муфта | /////////////////////// |
| 14 | Сварочный кабель марок ПРГ, ПРГД, КРПП, КРПГ | /////////////////////// |
| 15 | Сварочный ток | /////////////////////// |
| 16 | Сечение провода | /////////////////////// |
| 17 | Ограждение сварочного поста | /////////////////////// |
| 18 | Стальные асбестовые листы | /////////////////////// |
| 19 | Занавески из брезента с огнестойкой пропиткой | /////////////////////// |
1.3. СТАЛИ ДЛЯ СВАРКИ КОНСТРУКЦИЙ
==============================
1.3. STEEL FOR WELDING CONSTRUCTIONS
|
Иллюстрация 26
Классификация
|
Illustration 26
Classification
|
 Рис. 26. Классификация сварочной стали || Fig. 26. Welding steel classification
Рис. 26. Классификация сварочной стали || Fig. 26. Welding steel classification
| № | Термин (Русский) | Перевод (Английский) |
|---|---|---|
| 1 | Классификация | Classification |
| 2 | Содержание углерода | Carbon content |
| 3 | Содержание легирующих элементов | Alloy content |
| 4 | Углеродистая сталь | Carbon steel |
| 5 | Низкоуглеродистая сталь | Low-carbon steel |
| 6 | Среднеуглеродистая сталь | Medium-carbon steel |
| 7 | Высокоуглеродистая сталь | High-carbon steel |
| 8 | Легированная сталь | Alloy steel |
| 9 | Низколегированная сталь | Low-alloy steel |
| 10 | Среднелегированная сталь | Medium-alloy steel |
| 11 | Высоколегированная сталь | High-alloy steel |
| 12 | До 0,25 | Up to 0.25 |
| 13 | Различно | Differently |
| 14 | Более 10,0 | More than 10.0 |
|
Иллюстрация 27
Сталь углеродистая обыкновенного качества
(ГОСТ 380-71)
|
Illustration 27
Carbon steel of ordinary quality
(GOST 380-71)
|
| Подразделяется на три группы: A, B, C | ////////////////////// |
| Согласно СНиП 11-23-81 для сварки конструкций используются только стали группы В с номером марки 3 | ////////////////////// |
 Рис. 27. Сталь углеродистая обыкновенного качества (ГОСТ 380-71) || Fig. 27. Carbon steel of ordinary quality (GOST 380-71)
Рис. 27. Сталь углеродистая обыкновенного качества (ГОСТ 380-71) || Fig. 27. Carbon steel of ordinary quality (GOST 380-71)
| № | Термин (Русский) | Перевод (Английский) |
|---|---|---|
| 1 | Группа | Group |
| 2 | Марка стали | Steel grade |
| 3 | % углерода | % carbon |
| 4 | Предел прочности, МПа | Tensile strength, MPa |
| 5 | Ст - сталь группы А | St - steel of group А |
| 6 | БСт - сталь группы Б | BSt - steel of group Б |
| 7 | ВСт - сталь группы В | VSt - steel of group В |
| 8 | кп - кипящая | R- rimmed |
| 9 | пс - полуспокойная | Semi-killed (Symbol for semi-killed steel is not used) |
| 10 | сп - спокойная | K - fully-killed |
| 11 | Г - c содержанием марганца до 1% | G - with manganese content up to 1% |
|
Иллюстрация 28
Сталь углеродистая качественная конструкционная
(ГОСТ 1050-74)
|
Illustration 28
Quality carbon structural steel
(GOST 1050-74)
|
| Обозначается цифрой, соответствующей % содержания углерода в сотых долях | ////////////////////// |
 Рис. 28. Сталь углеродистая качественная конструкционная (ГОСТ 1050-74) || Fig. 28. Quality carbon structural steel (GOST 1050-74)
Рис. 28. Сталь углеродистая качественная конструкционная (ГОСТ 1050-74) || Fig. 28. Quality carbon structural steel (GOST 1050-74)
| № | Термин (Русский) | Перевод (Английский) |
|---|---|---|
| 1 | Марка | Grade |
| 2 | % углерода | % carbon |
| 3 | Предел прочности, МПа | Tensile strength, MPa |
| 4 | кп - кипящая | R - rimming |
| 5 | Г - c содержанием марганца до 1% | G - with manganese content up to 1% |
|
Иллюстрация 29
Буквенные обозначения химических элементов, используемых как легирующие добавки
|
Illustration 29
Letter symbols for chemical elements used as alloying additives
|
 Рис. 29. Буквенные обозначения химических элементов, используемых как легирующие добавки || Fig. 29. Letter symbols for chemical elements used as alloying additives
Рис. 29. Буквенные обозначения химических элементов, используемых как легирующие добавки || Fig. 29. Letter symbols for chemical elements used as alloying additives
| № | Термин (Русский) | Перевод (Английский) |
|---|---|---|
| 1 | Азот - А | Nitrogen - N |
| 2 | Ниобий - Б | Niobium - Nb |
| 3 | Вольфрам - В | Tungsten - W |
| 4 | Марганец - Г | Manganese - Mn |
| 5 | Медь - Д | Copper - Cu |
| 6 | Селен - Д | Selenium - Se |
| 7 | Кобальт - К | Cobalt - Co |
| 8 | Молибден - М | Molybdenum - Mo |
| 9 | Никель - Н | Nickel - Ni |
| 10 | Фосфор - П | Phosphorus - P |
| 11 | Бор - Р | Boron - B |
| 12 | Кремний - С | Silicon - Si |
| 13 | Титан - Т | Titanium - Ti |
| 14 | Углерод - У | Carbon - C |
| 15 | Ванадий - Ф | Vanadium - V |
| 16 | Хром - Х | Chromium - Cr |
| 17 | Цирконий - Ц | Zirconium - Zr |
| 18 | Алюминий - Ю | Aluminium - Al |
|
Иллюстрация 30
Сталь низколегированная конструкционная
(ГОСТ 19282-73)
|
Illustration 30
Low-alloy structural steel
(GOST 19282-73)
|
| Легированная стали имеют буквенно-цифровое обозначение | ////////////////////// |
| Первые две цифры означают содержание углерода в сотых долях процента. Цифры после букв - содержание легирующего элемента в %. Отсутствие цифры после буквы указывает, что данного элемента содержится около 1% | ////////////////////// |
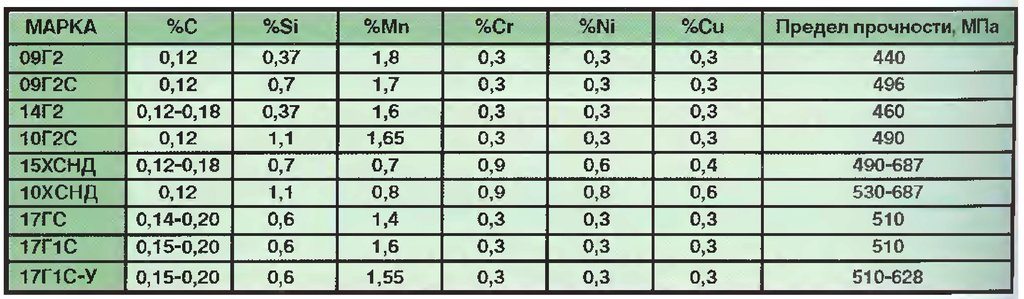 Рис. 30. Сталь низколегированная конструкционная (ГОСТ 19282-73) || Fig. 30. Low-alloy structural steel (GOST 19282-73)
Рис. 30. Сталь низколегированная конструкционная (ГОСТ 19282-73) || Fig. 30. Low-alloy structural steel (GOST 19282-73)
| № | Термин (Русский) | Перевод (Английский) |
|---|---|---|
| 1 | Марка | Grade |
| 2 | Предел прочности, МПа | Tensile strength, MPa |
|
Иллюстрация 31
Стали и сплавы высоколегированные
(ГОСТ 5632-72)
|
Illustration 31
High-alloy steels, and superalloys
(GOST 5632-72)
|
| КОРРОЗИОННОСТОЙКИЕ обладают стойкостью против различных видов коррозии | ////////////////////// |
| ЖАРОСТОЙКИЕ - стойкие против химического разрушения поверхности в газовых средах при t > 550oС. Работают в ненагруженном или слабонагруженном состоянии | ////////////////////// |
| ЖАРОПРОЧНЫЕ работают в ненагруженном или слабонафуженном состоянии при высоких to в течение определенного времени. Достаточно жаростойки | /////////////////////// |
 Рис. 31. Стали и сплавы высоколегированные (ГОСТ 5632-72) || Fig. 31. High-alloy steels, and superalloys (GOST 5632-72)
Рис. 31. Стали и сплавы высоколегированные (ГОСТ 5632-72) || Fig. 31. High-alloy steels, and superalloys (GOST 5632-72)
| № | Термин (Русский) | Перевод (Английский) |
|---|---|---|
| 1 | Коррозионностойкие | Corrosion-resistant |
| 2 | Жаростойкие | Heat-resistant |
| 3 | Жаропрочные | High-temperature |
| 4 | Марка | Grade |
| 5 | Предел прочности, МПа | Tensile strength, MPa |
 Рис. 32. Арматурные стали (свариваемые) || Fig. 32. Reinforcing steels (weldable)
Рис. 32. Арматурные стали (свариваемые) || Fig. 32. Reinforcing steels (weldable)
| № | Термин (Русский) | Перевод (Английский) |
|---|---|---|
| 1 | Класс стали | Class of steel |
| 2 | Марка стали | Steel grade |
| 3 | Предел прочности, МПа | Tensile strength, MPa |
| 4 | Диаметр стержня, мм | Bar diameter, mm |
1.4. ФИЗИЧЕСКИЕ ПРОЦЕССЫ
==============================
1.4. PHYSICAL PROCESSES
|
Иллюстрация 33
Термические цикл
|
Illustration 33
Thermal cycle
|
|
Характеристики участков
|
Zone characteristics
|
| Структура металла: | Metal structure: |
| 1. Столбчатая, литая, с пониженными механическими свойствами | 1. Columnar, cast, with lower mechanical properties |
| 2. Рост зерна, образование игольчатой структуры с повышенной хрупкостью | 2. Coarsening of grain, formation of acicular structure with higher brittle |
| 3. Крупнозернистое строение с пониженной ударной вязкостью и пластичностью | 3. Coarse-grained structure with lower impact toughness and ductility |
| 4. Измельчение зерна, повышение механических свойств | 4. Grain refinement, increasing of mechanical properties (hardening) |
| 5. Смешанное строение из мелких и крупных зерен с пониженными механическими свойствами | 5. Fine-grain composite structure with lower mechanical properties |
| 6. Восстановление формы и размеров зерен металла | 6. Recovery of metal grain shape and size |
| 7. Структурных изменений не имеет | 7. There are no structural changes |
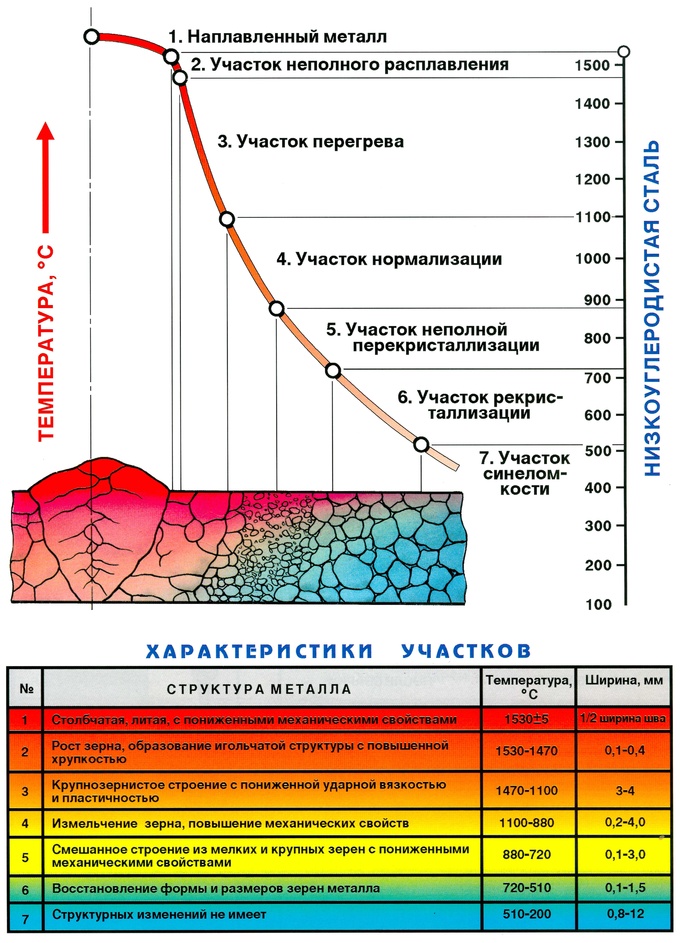 Рис. 33. Термические цикл и характеристики участков || Fig. 33. Thermal cycle and zone characteristics
Рис. 33. Термические цикл и характеристики участков || Fig. 33. Thermal cycle and zone characteristics
| № | Термин (Русский) | Перевод (Английский) |
|---|---|---|
| 1 | Неплавленный металл | Welded metal |
| 2 | Участок неполного расплавления | Partial melting-down zone |
| 3 | Участок перегрева | Overheat zone |
| 4 | Участок нормализации | Normalisation zone |
| 5 | Участок неполной перекристаллизации | Incomplete recrystallization zone |
| 6 | Участок рекристаллизации | Recrystallization zone |
| 7 | Участок синеломкости | Blue brittle zone |
| 8 | Температура в градусах Цельсия (°С) | Temperature in degrees Celsius (°С) |
| 9 | Низкоуглеродистая сталь | Low-carbon steel |
| 10 | Характеристики участков | Zone characteristics |
| 11 | Структура металла | Metal structure |
| 12 | Ширина, мм | Width, mm |
| 13 | Ширина шва | Joint width |
|
Иллюстрация 34
Напряжения и деформации сварных конструкций
|
Illustration 34
Stresses and deformations of welded structures
|
|
Пояснения:
|
Explanations:
|
|
Основные причины деформации:
- неравномерный нагрев металла
- литейная усадка расплавленного металла
- изменения в структуре металла
|
Main causes of deformation:
- uneven heating of metal
- casting shrinkage of molten metal
- changes in metal structure
|
| ////////////////////// | ////////////////////// |
| ////////////////////// | ////////////////////// |
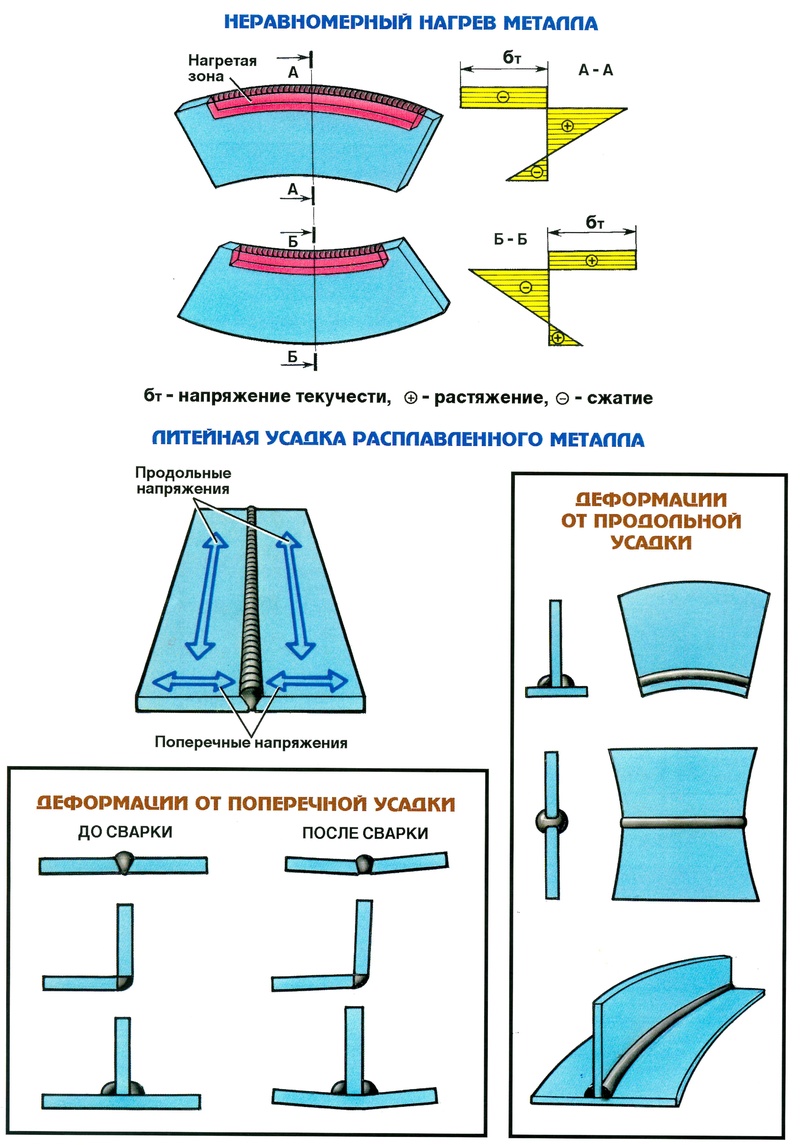 Рис. 34. Напряжения и деформации сварных конструкций || Fig. 34. Stresses and deformations of welded structures
Рис. 34. Напряжения и деформации сварных конструкций || Fig. 34. Stresses and deformations of welded structures
Комментарии пользователей
Комментариев пока нет